类型绕线机、用途、生产线组成、工艺建议
带式绕线设备类型:
- 中心式。带轮位于与被绕制工件轴垂直的平面上。带轮轴与工件轴重合。

可制造为垂直式(工件绕制直径≤8毫米)或水平式(工件绕制直径≤80毫米)。 此类绕线机的优点是绕制速度高,缺点是绕线材料用尽时需要切断工件,因此被绕制工件长度不一致。
- 偏心式(倾斜式、平面式、切线式、半切线式)。
- 倾斜式带绕线机。带子绕在绝缘工件上,同时从与工件呈倾斜角度的带轮上解开。
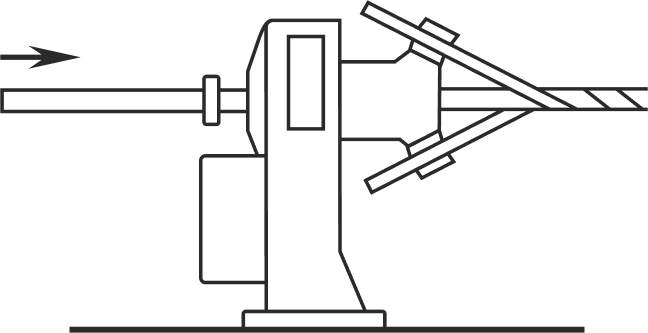
- 平面式带绕线机。带轮位于与工件轴垂直的平面上。

倾斜式和平面式带绕线机的优点是操作和维护简便,可更换绕线材料而不影响工件长度的完整性;缺点是带轮直径变化时叠绕角度变化,带边张力不均,绕制密度不佳。工件绕制直径≤80毫米。
- 切线式带绕线机。带轮位于与工件轴平行的平面上。带轮垂直放置时,通过其重心的垂直平面接触绝缘工件表面。
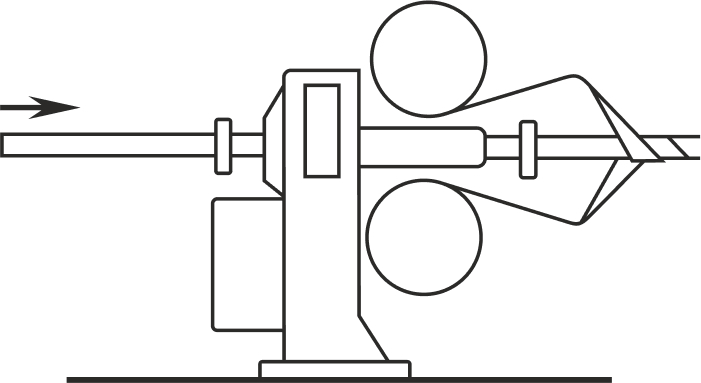
该带绕线机的优点是带边张力始终均匀,因为中线为旋转轴,同时可更换绕线材料而不破坏工件长度的完整性。工件绕制直径≤100毫米。
- 半切线式带绕线机。带轮位于与工件轴平行的平面上。带轮垂直放置时,通过其重心的垂直平面不接触绝缘工件表面。

半切线式带绕线机的优点是带子宽度方向张力均匀,同时可更换绕线材料而不破坏工件长度的完整性。工件绕制直径≤120毫米。
带子均匀张力通过绕线轮制动实现。制动系统类型:
- 通过板片制动绕线轮(带料的轮子安装在两块固定板之间,加压板施加压紧力),即制动通过摩擦力实现,该系统的缺点是随着带料轮直径减小,需要减小压紧力(操作员需持续监控张力),带边可能被压皱;
- 带式制动绕线轮(带料轮安装在可动(旋转)板上,并由固定板压紧,可动板的制动通过旋转板与制动带之间的摩擦力实现,摩擦力通过调节制动带张力控制,该系统的缺点是随着带料轮直径减小,需要减小制动带张力(操作员需持续监控张力);
- 电磁离合制动绕线轮(工作原理如下——在转子与定子之间的空腔中有磁性粉末,当施加电信号时,粉末定向并填充间隙,使转子与定子之间产生摩擦,从而形成制动力,电磁粉末离合器由张力控制器管理)。
- 为在火灾条件下导体之间建立介电屏障,在线材上覆盖含云母带(例如用于制造耐火电缆,低烟低气体排放(代号“FRLS”),或耐火电缆,在燃烧和闷燃时不释放腐蚀性气体(代号“FRHF”),或耐火电缆,低烟低气体排放,燃烧产物低毒性(代号“FRLSLTx”));
- 用于导线制造(在铜或铝导体上覆盖绝缘材料,如电缆纸、氟塑料薄膜、聚酰亚胺-氟塑料复合薄膜等);
- 用于在通信、电信号阻断、多频、动力及控制电缆上覆盖铜带屏蔽或基于铝箔的复合柔性材料(铝箔复合,Alumoflex)。
- 用于覆盖导电层、防水带、铝聚合材料带、聚对苯二甲酸乙二醇酯(PET)薄膜等。
- 覆盖铝带、钢带或镀锌钢带。
带绕线设备广泛应用于电缆和导体产品制造,例如:
根据用途,绕线生产线包含以下部件:
- 放料装置(心轴式、轴向式、柱式或门式);
- 拉直装置(整形);
- 绕线单元(带绕线头);
- 控制测量仪器(计米器、直径测量仪);
- 拉丝/牵引装置(履带式或轮式);
- 接收装置(心轴式、轴向式、柱式或门式)。
带绕线机被封闭在密封罩内,以减少空气阻力并保护工作区域,因为绕线头的旋转速度非常高。
带绕线工艺计算。
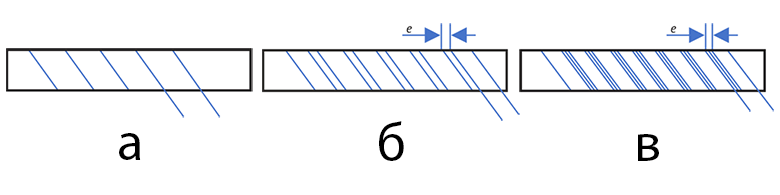
根据技术规范或国家标准,带材可采用贴合(相邻圈边缘紧密排列,图 a)、留间隙(相邻圈边缘保持一定间距,图 b)、重叠(相邻圈边缘覆盖,图 c)方式绕线。
绕线工艺参数计算所需数据:
- 被绕工件直径;
- 使用带材厚度;
- 使用带材宽度;
- 需要的重叠率(间隙);
- 设备特性(绕线步距范围和带材覆盖角度)。
绕线角度应选择在 40° 到 60° 之间
进行以下计算
检查带材重叠(间隙) e 的值。若采用贴合方式,e 应为 0。
e=b-h·cosα,重叠;e=h·cosα-b,间隙,其中 b 为带宽,单位毫米;h 为绕线步距,单位毫米;α 为带材绕线角度;
α=arctg(h)/(π·(d+δ)),其中 d 为被绕工件直径,毫米,δ 为绕线径向厚度,毫米。如果 e 超出允许范围,应选择不同的绕线步距 h 或带材宽度 b。